

CHOKE VALVE
Choke Valve: Overview & Functions
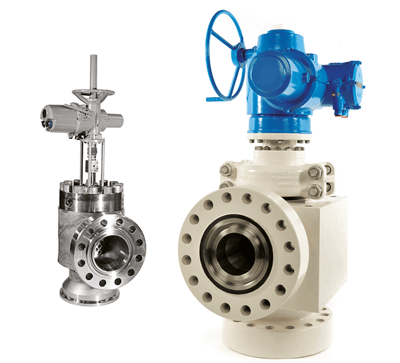
A choke valve is a type of flow control valve used to regulate fluid flow and pressure in oil & gas production, drilling, and other high-pressure applications. It helps control wellhead pressure, flow rates, and downstream conditions by adjusting the opening through which fluid passes.
Functions of a Choke Valve
Pressure Reduction: Lowers pressure from high-pressure sources, such as wellheads.
Flow Regulation: Controls the rate of oil, gas, or water flow in pipelines.
Well Control & Production Optimization: Maintains stable production rates and prevents formation damage.
Erosion Resistance: Designed to withstand high-velocity flows with abrasive materials like sand-laden fluids.
Gas Lift & Injection Control: Used in gas injection systems to regulate flow.
Types of Choke Valves
Fixed Choke Valve
Has a fixed orifice size (replaceable bean).
Used where flow rates are stable and predictable.
Adjustable Choke Valve
Allows real-time adjustment of flow rate by moving a stem or plug.
Ideal for wells with changing production conditions.
Positive Choke Valve
Uses removable choke beans with different orifice sizes to adjust flow.
Common in wellhead applications.
Needle & Seat Choke Valve
Uses a tapered needle and seat for precise flow control.
Found in high-pressure drop applications.
Cage Choke Valve
Contains a cage structure inside to reduce turbulence and erosion.
Used in high-pressure and high-flow rate conditions.
Key Components
Body – Main structure made from durable materials like stainless steel or tungsten carbide.
Trim (Plug, Cage, or Bean) – Controls flow and withstands erosion.
Seat & Stem – Provides sealing and flow regulation.
Actuator (for Automated Chokes) – Allows remote or automated control.
Bonnet & Packing – Ensures sealing and prevents leaks.
Applications
✅ Oil & Gas Wellheads – Controls flow rate from wells.
✅ Production & Processing Facilities – Regulates flow in pipelines and separators.
✅ Drilling Operations – Used in choke manifolds for well control.
✅ Subsea & Surface Installations – Designed for harsh offshore environments.
✅ Hydraulic Fracturing (Fracking) – Manages high-pressure fluid flow.
Advantages of a Choke Valve
✔ Prevents Well Blowouts – Controls pressure fluctuations.
✔ Optimizes Production – Balances reservoir pressure to maximize recovery.
✔ Handles Harsh Conditions – Designed for erosive and corrosive environments.
✔ Automation Compatible – Can be integrated with SCADA and control systems.